噴粉器異常
1、噴粉器異常--料位報警
a、查看接近開關位置是否能感應到粉末,有可能粉料搭橋空洞,需要把粉料攪拌松動或更換新粉料;
b、檢查接近開關供電線路及信號輸出線路;
c、調整感應靈敏度;
d、實際粉量低于傳感器位置,導致傳感器測量不到。
?
2、噴粉器異常--噴粉器粉重異常
a、檢查稱重儀表與觸摸屏通訊線路(485)及地址參數是否正常;
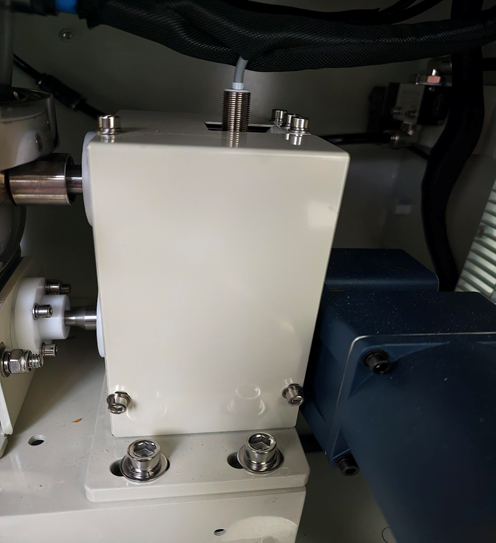
b、檢查粉斗是否安裝平衡;
c、檢查是否有異物堆積在稱重變送器,變送器或儀表是否損壞;
d、沒有加粉;
e、檢查稱重儀表和稱臺的接線是否正確或松動;
f、重新校準稱重儀表。

?
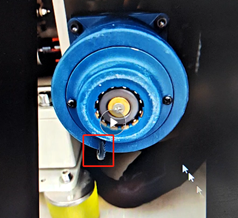
3、噴粉器異常--電機故障報警
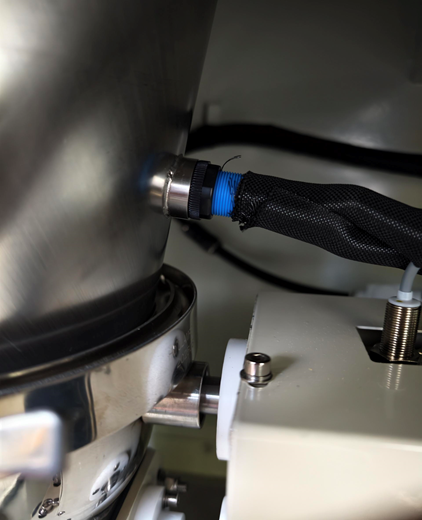
a、優先排查螺桿與接近開關的位置距離,觀察螺桿是否轉動,接近開關是否隨著螺桿的轉動有交替亮滅的過程,并檢查觸摸屏電機防呆設置時間是否過短;
b、若接近開關如何調整都無動作,排查供電線路及信號輸出是否正常;
c、若螺桿無轉動且電機有發熱現象,需拆解電機與螺桿,觀察電機是否無動作或螺桿是否斷裂,加粉倉是否有異物進入導致阻礙螺桿運行,確認傳動箱內部傳動軸,軸承,齒輪連接動作是否正常;
d、電機無動作時檢查電機供電及信號控制線路,確認電機是否燒壞;
e、防呆時間設置過小。
4、噴粉器異常--攪拌軸異常報警
a、檢查接近開關是否偏移,能不能跟隨攪拌軸轉動亮滅交替;
b、皮帶或鏈條是否斷裂,電機有無帶動齒輪轉動;
c、檢查供電及信號輸出;
d、檢查方法與第3點(電機故障報警)一致;
e、防呆時間設置過小。
?
5、噴粉器異常--其他報警
a、氣源壓力報警,沒有接氣源,氣壓不在0.2-0.3Mpa之間;
b、粉蓋門禁報警,行程開關損壞或是門板沒有關到位;
c、粉重上限報警,稱重不準、加粉過多或者報警值設置偏小。
?
6、噴粉器異常--螺桿反轉
檢查調速器接線,調換CCW和CW接線,COM點不動。
?
7、噴粉器異常--電機速度不受控制
減速電機尾部的速度反饋線斷了,調速器無法控制電機速度。